FAQ Spindles
You can find answers about the most frequently-asked questions about spindle equipment below.
Should you have questions which were not answered here, please come to us with your questions.

Questions about the topic of spindles
For grinding, milling and drilling applications, as well as all types of drives which must run in a highly-precise way.
No. GMN also makes tool and dressing spindles for energy regeneration or test stand motors. In addition, GMN offers customer-specific solutions.
Yes. As soon as the machining tasks require it, or if a favorable size present offers higher power density.
No. There are spindle types in which the motor is flanged. In addition, GMN also makes spindles without motors (i.e. externally-driven spindles).
As a rule, GMN hybrid ball bearings are used. The high-precision ball bearings made under GMN factory standards meet at least P4/ABEC 7 to P2/ABEC 9 precision classes; often the tolerances are even more narrow.
In addition to the standardized interface such as HSK, SK and PSC, some spindle types have a GMN standard tool interface. This is either characterized by an inner taper with a flat contact face, fitting bores with a flat contact face or an external taper to hold grinding disc flanges.
Yes. There are, for example, sensors for monitoring the tool interface (for spindles with automatic tool change), for measuring the shaft displacement, for monitoring the motor temperature (sensor suitable for the controller or frequency converter to be used) and bearing temperature (PT100 sensor). On top, there ar sensors for measuring vibrations, sensors for speed monitoring and chime detection (AE sensors).
Yes. Lubricators and cooling units are also available at GMN, such as plugs, cables, grinding arbors, grinding disk flanges and pulleys.
Yes. If desired, a service technician can be sent to assist with commissioning and to answer questions to the operating personnel.
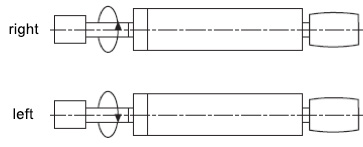
Yes. If the tool interface has a suitable interface, such as HSK, SK and PSC, or twist protection. The spindle may only be operated in a direction of rotation when mounted by a thread in the center of the shaft. The rotational direction must be given by customers at the time of their query/order.
GMN is closed between Christmas and New Year’s as a rule. We only have an “emergency staff” available at that time.
GMN has its own know-how to calculate the needed parameters. Let us know as soon as possible which controller/converter is used (Siemens, FANUC, Heidenhain, …). This data sheet is part of our operating manual in custom-designed spindles.
Motor- and high-frequency spindles are fitted with powerful motors. Heating takes place due to the current flow through the coils, which may not exceed a temperature which is appropriate to the insulation class. The motors must be cooled in order to fully use the performance capabilities of the spindles.
Depending upon the spindle design, they are equipped with a fan (mounted directly on the spindle shaft) or, when designed for a high speed range, also with an externally-installed fan (for example, the TSEV series).
High-frequency spindles have internal cooling channels. As a rule, suitable cooling units are used to discharge the heat using cooling water or thin-flowing oil, which can also be obtained from GMN.
All of the details available at the time of the question (maximum allowable dimensions, motor performance, speed, interfaces, etc.). All open questions can be clarified with our technical service and our representatives.
Yes. GMN lubrication units can supply several spindle bearings with sufficient lubricating oil at the same time.
Your GMN spindles are designed for daily, rough operation and a long lifetime.
Being exact here, however, is not easy. The actual life of each spindle can only be estimated individually and is very strongly dependent on external influences:
- Balance, type and design of the tools used
- Maintenance activities
- Type and design of the lubrication system and quality of lubricating oil
- Scope and type of use
- Actual speed range
In general:
- Spindle diameter as large as possible, length as short as necessary
- Make the tool and the tool interface as large and strong as possible and as short as necessary
- Always select the most economical speed (peripheral speed tool)
All outstanding questions can be clarified together with our field service and representatives.
All processes in connection with each spindle are maintained in our database. In case of possible technical improvements in the course of the further development of our products, we can ensure that these are taken into account when servicing your spindle.